
24小时在线
欢迎联系我们
24小时在线
欢迎联系我们
作者:迈驰网络运营中心
发布时间:2024-09-19 09:10:02
更新时间:2024-09-19 11:36:36
浏览:494次
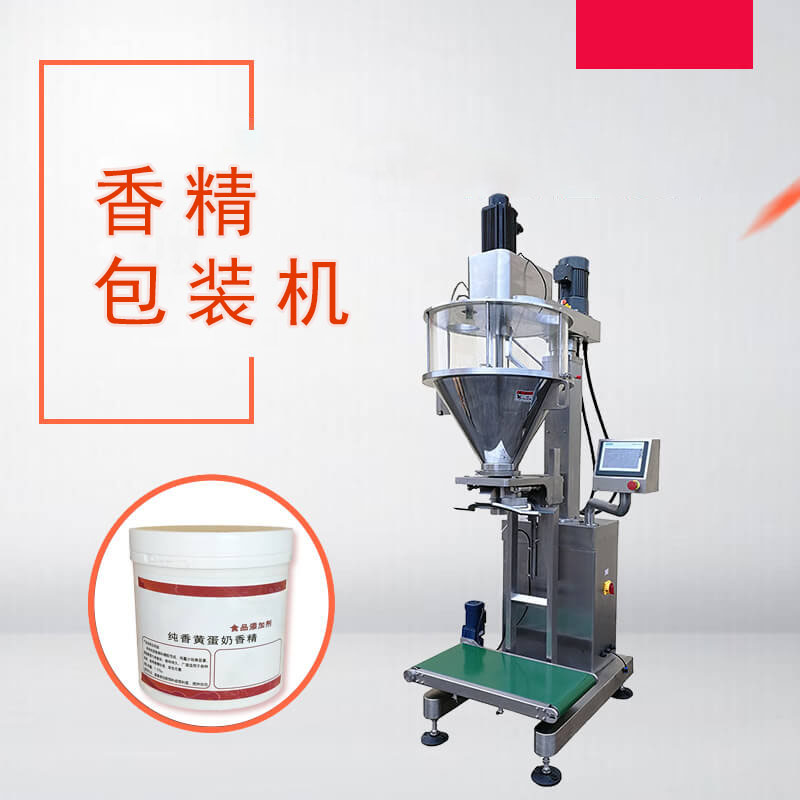
原料药大袋包装机作为现代制药工业中不可或缺的一部分,以其高效、精准和可靠的包装能力,广泛应用于各类原料药的生产与包装过程中。本文将从技术优势、工作原理及市场应用几个方面深入探讨该设备的重要性和实际价值。

首先,原料药大袋包装机的技术优势主要体现在其精准化控制上,这些设备通常采用先进的电脑控制系统和传感器技术,能够实现对包装过程的实时监控和调节,确保包装的精确度和稳定性。采用边称重边充填的设计,适用于包装精度要求高的,或密度不均匀的,流动性好的或者流动性差的粉末、小颗粒物料,有效保证了产品的质量和生产效率。

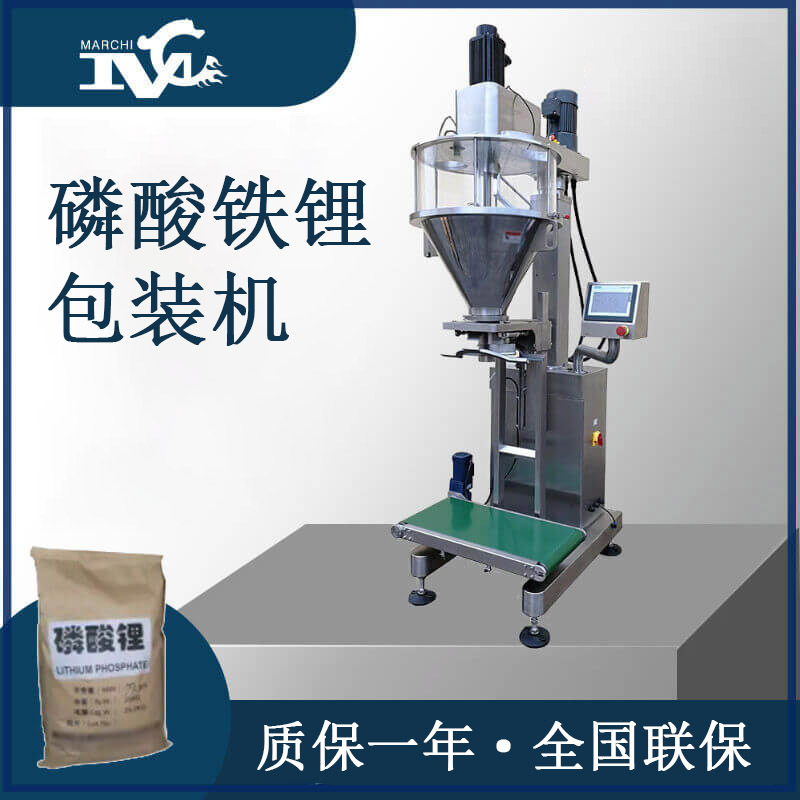
其次,原料药大袋包装机的适用范围广泛。它们不仅可以适用于单一成分的原料药包装,也可以处理多成分复配的产品。例如,某些复方制剂需要将多种原料按照精确比例进行混合,然后进行大袋包装,这就要求设备具备高度的灵活性和精准度,以应对复杂的生产需求。
此外,随着全球制药行业的快速发展和规模扩展,原料药大袋包装机在市场上的需求也在逐步增加。特别是在大批量生产和定制化需求日益增长的背景下,这些设备不仅提升了生产效率,还大幅降低了人工操作的成本和风险,成为现代制药企业不可或缺的重要装备之一。

原料药大袋包装机以其先进的技术优势和广泛的市场应用前景,成为推动制药工业高效生产的重要力量。未来,随着技术的不断创新和市场需求的进一步扩展,这些设备有望在原料药包装领域发挥越来越重要的作用,为全球制药行业的可持续发展贡献更多的力量。






 18956030158
18956030158
